
Неразрушающий контроль
|
Неразруша́ющий контро́ль — совокупность методов измерения и контроля показателей качества изделия без изменения присущих ему свойств, размеров и характеристик. Обычные методы измерения и контроля (напр., геометрических размеров или электрических характеристик) проводятся с целью установления соответствия изделия заданным требованиям или определения значений его параметров. Неразрушающий контроль позволяет получать дополнительную информацию, прямо или косвенно характеризующую изменения качества контролируемого объекта во времени, исключать уже при изготовлении потенциально ненадёжные изделия со скрытыми дефектами, отбирать наиболее надёжные образцы для работы в особо сложных условиях, определять причины возникновения скрытых дефектов, чтобы вовремя устранять их. Методы неразрушающего контроля основаны на анализе воздействия оптических, тепловых, акустических, радиационных и иных излучений на контролируемый объект, исследовании характера распространения в нём электромагнитных и упругих колебаний, изучении структуры материалов с помощью обычных и электронных микроскопов. Строго говоря, между обычным и неразрушающим контролем нет чёткой границы, кроме случаев, когда для определения, напр., механической прочности, термостойкости конструкций, твёрдости материалов, растворимости вещества их намеренно подвергают воздействию предельных нагрузок (до разрушения, необратимой деформации, воспламенения). |
Несущий винт
|
Несу́щий винт — воздушный винт, служащий для создания аэродинамической подъёмной силы у вертолёта, винтокрыла, автожира и для управления этими летательными аппаратами. Состоит из лопастей и втулки, устанавливаемой на валу двигателя. Несущие винты имеют от 2 до 8 лопастей. Двухлопастные винты характеризуются повышенным уровнем вибрации. С увеличением числа лопастей вибрация уменьшается, но значительно возрастает масса втулки, и приходится облегчать лопасти, что вызывает трудности в обеспечении необходимой жёсткости лопастей. Возможны два режима работы винта, когда его ось строго вертикальна и когда она наклонена к плоскости горизонта. В первом режиме винт работает на стоянке вертолёта, при его висении, при вертикальном наборе высоты и вертикальном снижении. Во втором режиме винт работает при горизонтальном полёте вертолёта и при полёте по наклонной траектории. Управление вертолётом осуществляется за счёт изменения создаваемой винтом тяги и её направления. Наиболее распространённый способ управления — изменение угла установки лопастей (угла поворота лопасти вокруг своей продольной оси) с помощью автомата перекоса. |
Носитель данных
|
Носи́тель да́нных — физическое тело или среда, используемые для машинной записи и хранения различных данных (информации). В качестве носителей данных используют перфокарты и перфоленты, магнитные диски, ленты и барабаны, оптические диски, фотобумагу, фотоплёнку, термопластическую плёнку и др., на которые записывается посредством изменения их механических, магнитных, оптических и иных свойств или формы (см. Запись и воспроизведение информации). Носители данных бывают одноразового и многократного использования. На носителях первого типа информация заносится один раз и в таком виде хранится сколь угодно долго при многократном воспроизведении (напр., перфолента, фото — и термоплёнка). Носители второго типа допускают многократную запись информации на одних и тех же участках тела (среды) и её стирание, если это необходимо (напр., магнитные ленты и диски, реверсивные оптические диски). |
Нефтехранилище
|
Нефтехрани́лище — комплекс сооружений для хранения нефти и продуктов её переработки. В состав нефтехранилища входят резервуары, нефтепроводы, насосные станции и др. Сооружаются гл. обр. на нефтяных промыслах, нефтебазах, нефтеперерабатывающих заводах и т. п. или являются самостоятельными предприятиями. По способу размещения резервуаров различают наземные, подземные и подводные нефтехранилища. Крупные нефтехранилища обеспечивают равномерную загрузку магистральных трубопроводов, равномерное снабжение предприятий нефтью и нефтепродуктами, накопление аварийного резерва и стратегических запасов. Ёмкость наземных нефтехранилищ со стальными резервуарами обычно не превышает 1 млн. мі, подземных — до 10-65 млн. мі. Резервуары подземных хранилищ сооружают гл. обр. в выработках пластичных горных пород и соляных пластов. Первый в мире стальной клёпаный резервуар был построен в России в 1878 г. по проекту инженеров В. Г. Шухова и А. В. Бари; с 1912 г. применяются железобетонные резервуары. Металлические сварные резервуары впервые сооружены в 1921 г. в США (ёмкостью 500 мі), в 1935 г. — в России (1000 мі). |
Нефть
|
Нефть — природное горючее полезное ископаемое в виде маслянистой жидкости, обладающей специфическим запахом. Залегает в осадочных породах оболочки Земли на глубине 1.2-2 км, часто совместно с природными горючими газами. Вблизи земной поверхности нефть преобразуется в густую массу (мальду) или в полутвёрдый асфальт (природный битум). На 82-87 % нефть состоит из углерода, до 14.5 % — водорода, до 0.35 % — кислорода; в ней также содержатся сера, азот, твёрдые углеводороды (парафин), растворённые газы, вода, минеральные соли, металлы (их содержание не превышает сотых долей процента). Цвет нефти от почти бесцветного до тёмно-бурого, почти чёрного; плотность нефти 800-1050 кг/мі. Нефть является легковоспламеняющимся веществом, температура её кипения 28 °C, воспламенения — от 35 до 120 °C (в зависимости от фракционного состава и давления насыщенных паров); теплота сгорания 43.7-46.2 МДж/кг.
Добыча нефти Нефть является одним из наиболее ценных полезных ископаемых. Основным процессом переработки нефти после её обезвоживания, обессоливания и удаления лёгких фракций и газов является перегонка. В процессе перегонки из нефти сначала отбираются бензин (автомобильный или авиационый), реактивное топливо, керосин, дизельное , мазут. Из мазута при дальнейшей переработке получают дистиллятные масла, парафины, битумы и др.; мазут иногда используют как жидкое котельное топливо. Остаток после отгонки от мазута масляных дистиллятов (концентрат, гудрон) служит для получения масел различного промышленного назначения, а после окисления может быть использован в качестве строительного и дорожного битума. Нефтепродукты применяются во всех отраслях промышленного производства, имеют огромное военно-стратегическое значение. Продукты переработки нефти широко используются в производстве пластмасс, клеёв, антикоррозийных и электроизоляционных материалов, огнестойких покрытий, смазочных масел, в металлургической промышленности при электроплавке алюминия и стали, а также в фармакологии, пищевой, косметической, парфюмерной промышленности, медицине и др. |
Навигация
|
1) раздел науки судовождения, предметом изучения которого являются теоретические основы и практические методы безопасного вождения судов наивыгоднейшими путями при любых гидрометеорологических условиях и в любое время суток с использованием современных мореходных инструментов, приборов и радиотехнических средств. Навигация изучает: географические координаты, морские единицы измерения, системы деления горизонта, методы определения дальности видимости горизонта и предметов и т. п.; способы определения направления движения, магнитные курсы и пеленги (углы между магнитным меридианом и линией курса судна или линией пеленга), компасные направления, компасные курсы и пеленги, исправление курса и пр.; мореходные приборы и инструменты, приборы для определения скорости движения и пройденного пути (лаги), приборы для измерения глубины (лоты) и др.; картографические проекции и задачи, решаемые на морских картах, счисление пути судна с учётом его циркуляции и дрейфа (смещения), действия морских течений; способы определения места судна визуальными методами; радиотехнические гидроакустические и другие средства судовождения, радиомаяки кругового и направленного действия, приборы спутниковой навигации и т. д.; навигационные средства обеспечения безопасности при плавании судов в особых условиях (туман, узкости, льды). 2) Мореплавание, судоходство. 3) Календарное время судоходства в конкретном районе, обусловленное климатическими особенностями и техническими возможностями обеспечения судоходства. |
Печатная машинка с шаровой головкой. Клац-клац-клац, вжжик. Пишущая (печатная) машинка.
Ребятули, это хоть и может показаться невиданным технологическим чудом, но все написанное ниже скорее всего правда.В 19-м и 20-м веке практически по всему миру (по крайней мере, на этой планете) в моду вошли странные приборы, позволяющие при нажатии на специальные клавиши сразу переносить буквы и прочие символы на бумагу или другие носители.Приборы эти работали при помощи механических, электро-механических и затем уже электронно-механических инженерных решений. Заметим слово “инженерных” здесь и улыбнемся, садясь в свой супер-вип-элит-эксклюзив кайен.
Гаджет это или девайс сейчас, но в русском языке их сначала назвали “пишущие машинки” или “печатные машинки”. Тяжело определиться было. Изобреталась такая машинка не одним человеком. В разных странах и разным людям приходили в голову похожие или не такие уж похожие идеи, которые эти ребятули и брались реализовывать. Числа? даты? имена? Пожалуйста. В 1714-м выдали патент на печатающее устройство англичанину Генри Миллю. В 1804 некто Паллегрино Туррини придумывает что-то похожее. Ну и “наши” тоже придумали, в 1870-м, что-то из этого рода.
Однако, все изменилось в 1867-м, когда некто Шоулз и Глидден и несколько других ребятуль начинают разрабатывать то, что в последствии становится известным под именем Ремингтон номер 1. Знакомьтесь, первая пишущая машинка, которую начали выпускать серийно, ставшая коммерческим успехом и начавшая эру печатания. Снова эти тупые американцы. Да еще и QWERTY!
Реммингтон Номер 1
Почему Реммингтон номер 1? Патент на машинку Шоулза и Глиддена продали за 12000$ другим ребятулям, которые и заключили соглашение с компанией “Э.Реммингтон и сыновья”, производителем оружия и швейных машин , которые и начинают выпускать машинки в марте 1873-го.


Так и началась эра печатания. Было много усовершенствований, много новых решений.
31-го июля 1961 была представлена IBM Selectric.
![]()
IBM Selectric
Эта машинка представила новую революционную идею печатного шарика, “typeball”, заменившего набор пластин с символами, использовавшихся раньше. Также традиционную систему сдвигания бумаги заменили сдвиганием этого самого шарика относительно бумаги. Оба эти нововведения значительно облегчили и ускорили как само печатание, так и замену шрифтов.
![]()
тот самый шарик из Selectric II с ивритом и английским шрифтами
Не нравится QWERTY? Вот Вам японская пишущая машинка.
![]()
SH-280
Наборные процессы
|
Набо́рные проце́ссы — комплекс типографских и издательских процессов, целью которых является получение печатного текста издания. Для набора текстов применяли наборные машины — буквоотливные (монотипы) и строкоотливные (линотипы), которые с середины 20 в. постепенно вытесняются фотонаборными машинами и фотонаборными автоматами. С кон. 1980-х гг. широко распространились настольные издательские системы. Такие системы предназначены для компьютерного набора, результатом которого является оригинал-макет, готовый для репродуцирования издания в полиграфическом предприятии и печатания тиража. При использовании настольных издательских систем набор, а часто и одновременная печать текста могут быть единственными процессами в производстве книги (все редакционные изменения текста и иллюстраций выполняются на компьютере с отслеживанием их на экране монитора). Наличие электронного оригинала на дискете устраняет необходимость обмена корректурой между типографией и издательством (редакцией). Вместе с тем в типографиях сохраняется традиционное наборно-печатающее оборудование для качественного репродуцирования текста, выполнения графических работ, изготовления художественной печатной продукции, уникальных изданий и т. п. Данное оборудование обеспечивает идентичность оттисков при больших тиражах. |
Ножницы
|
Но́жницы — ручной или для разрезания изделий из различных материалов. Известны ножницы бытовые, медицинские, садовые, кухонные, слесарные и др. Для резки металлических листов при слесарных работах и сборке деталей применяют механизированные ножницы, которыми можно разрезать металлические листы толщиной до 5 мм, проволоку больших диаметров, пластмассу, кожу и другие материалы. В металлообрабатывающем производстве используют машинные ножницы для разделения на части металлических заготовок из листов, полос, прокатных профилей (уголков, швеллеров) в холодном состоянии или предварительно нагретых. Существуют ножницы с параллельными и наклонными ножами, с режущими дисками. Для вырезания фигурных заготовок из листового материала используют ножницы с более сложным устройством режущего механизма (гильотинные, высечные, аллигаторные и др.). Ножницы особой конструкции применяют в металлургическом производстве на прокатных станах — т. н. летучие ножницы, которыми режут поперёк полосы получаемого проката во время его движения по рольгангу. Пряморежущие слесарные ручные ножницы |
Наукоёмкое производство
|
Наукоёмкое произво́дство — промышленное производство, в котором выпуск продукции связан с необходимостью проведения большего объёма теоретических расчётов, научных изысканий и экспериментов. Обычно наукоёмким считается производство, у которого на научно-исследовательские и опытно-конструкторские работы приходится не менее 60 % всех затрат, связанных с подготовкой и выпуском продукции. Это самолёто — и судостроение, создание ракетно-космических систем, производство радиоэлектронной аппаратуры, аппаратных и программных средств вычислительной техники, ядерных реакторов, уникальных приборов для научных исследований и т. п. Основная часть затрат приходится на разработку оптимальной конструкции изделий, создание новых материалов, разработку новых схем, обеспечение требуемой надёжности, экологической чистоты и безопасности обслуживания. |
История
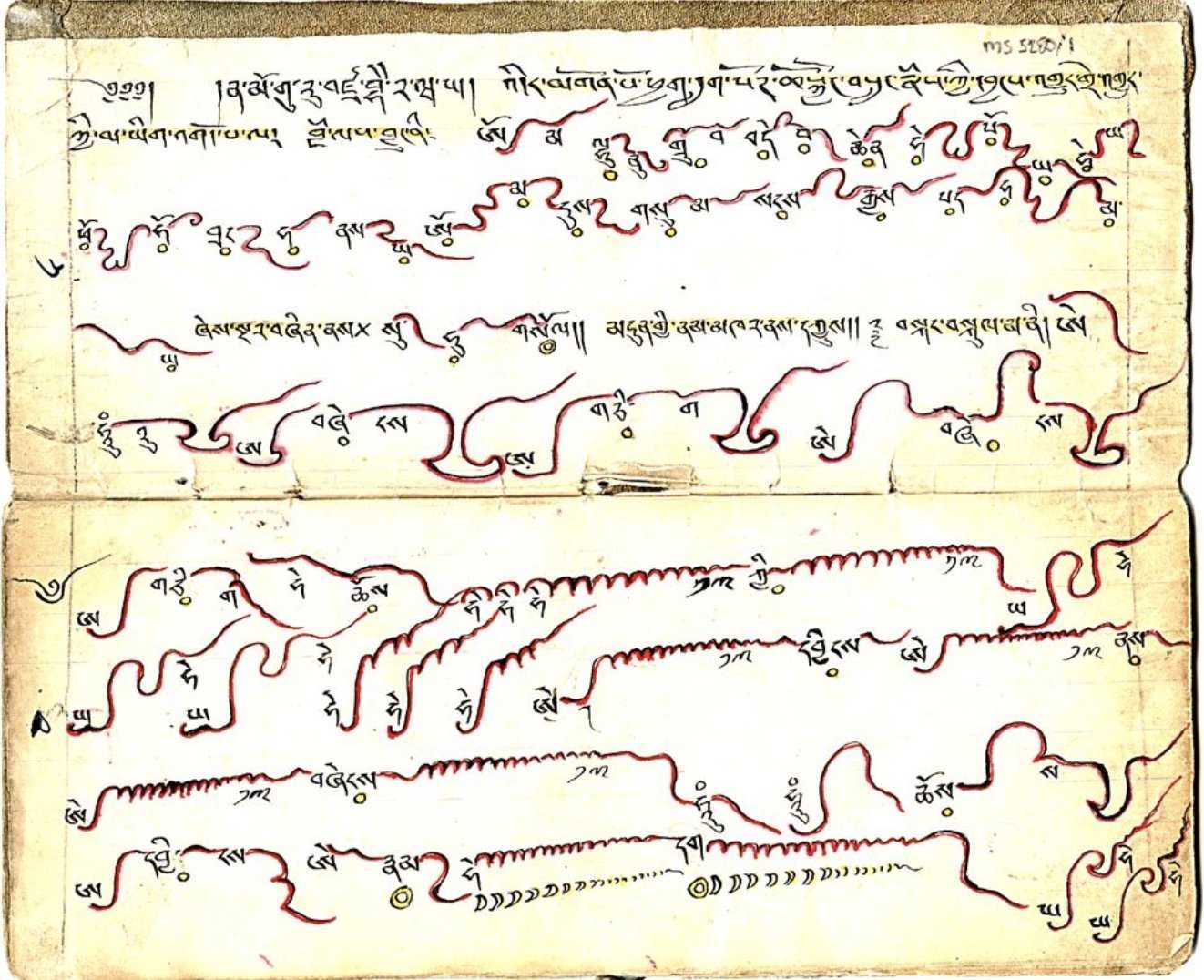
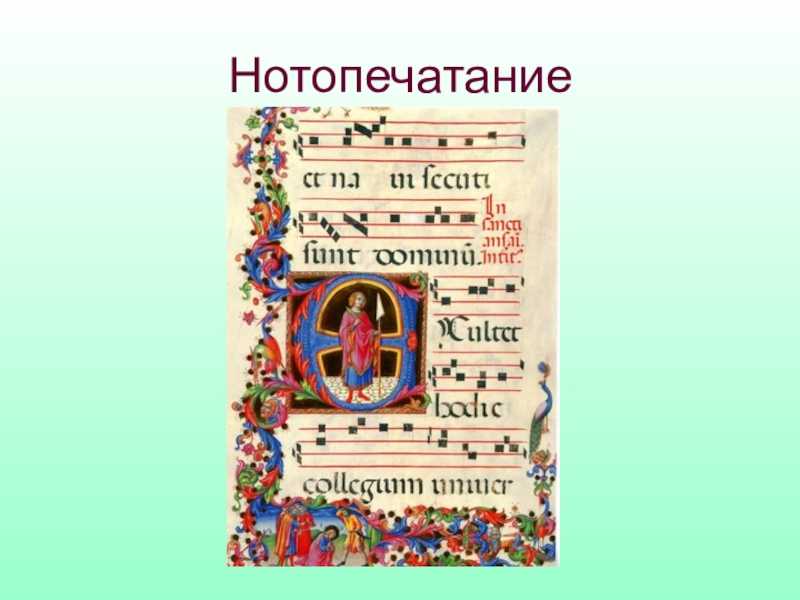
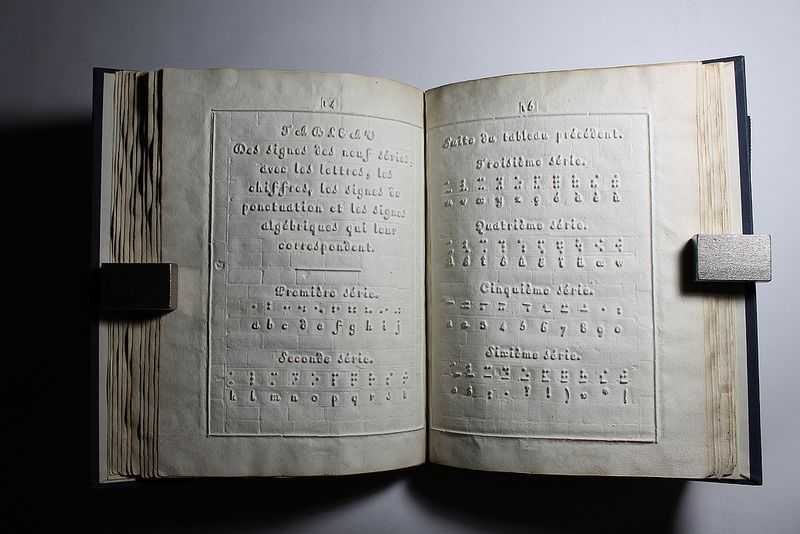
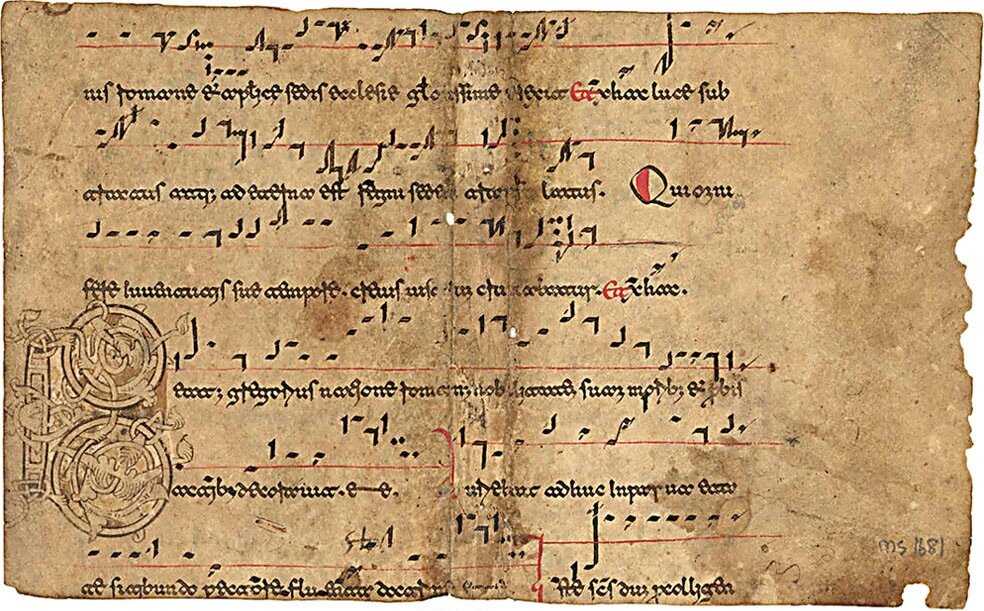
Нотопечатание появилось вскоре после книгопечатания, в середине XV века. Первые печатные книги с нотами были церковными, в них текст церковных напевов набирался, а ноты вписывались от руки в специально оставленные для этого места. Позднее для нот стали печатать нотоносец, который от руки заполнялся нотами. Предполагается, что также ноты могли штамповаться. По мнению некоторых исследователей, нотоносец мог быть оставлен пустым специально, чтобы общины, певшие псалмы на разные мотивы, могли вписать свой вариант мелодии.
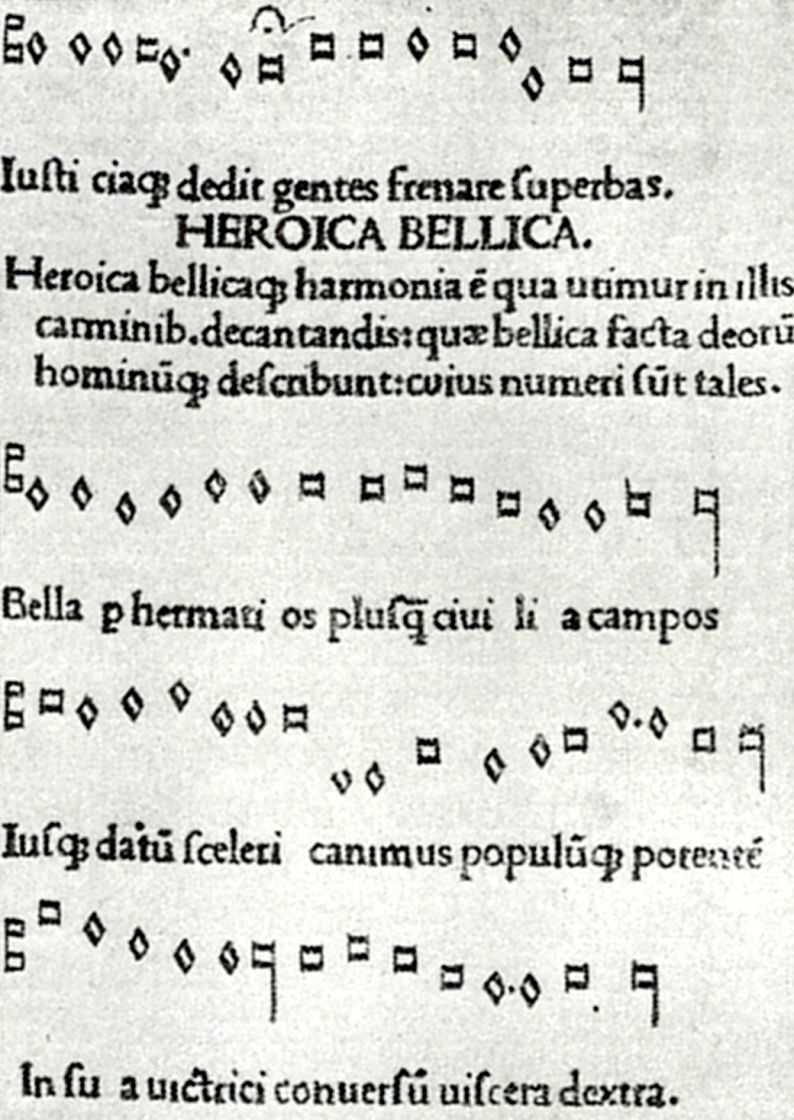
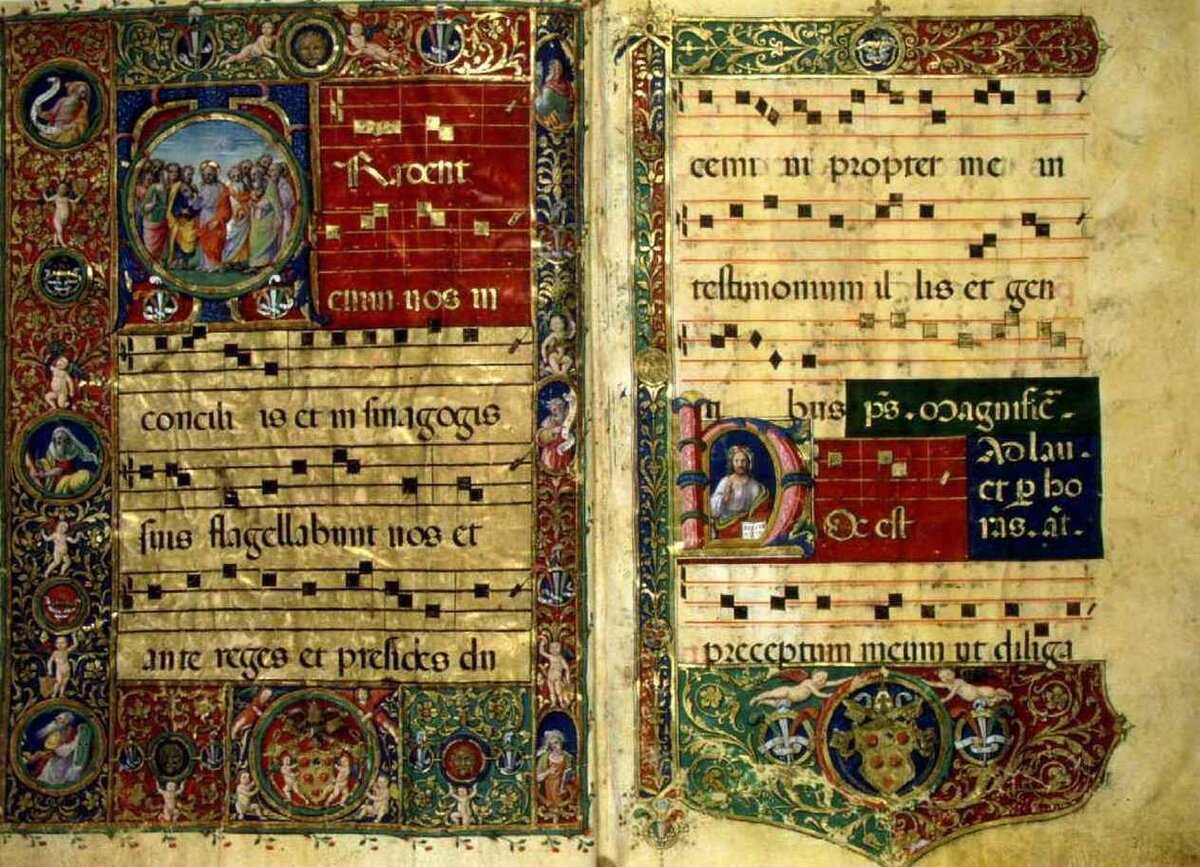
Через короткий промежуток времени появились полностью печатные издания, в которые нотный текст переносился с досок, подготавливаемых при помощи резьбы по дереву. Первыми опытами стали издания обиходных книг (нотированных миссалов) католиков, выполненные в 1481 году итальянцем Оттавиано Скотто (Ottaviano Scotto, ум. 1498) (григорианский хорал в римской квадратной нотации) и немцем Георгом Рейзером (Georg Reyser, ок. 1468–1504) (хорал в готической нотации). Использование литых нотных литер зафиксировано в «Краткой грамматике» Toma Niger (Венеция, 1480).
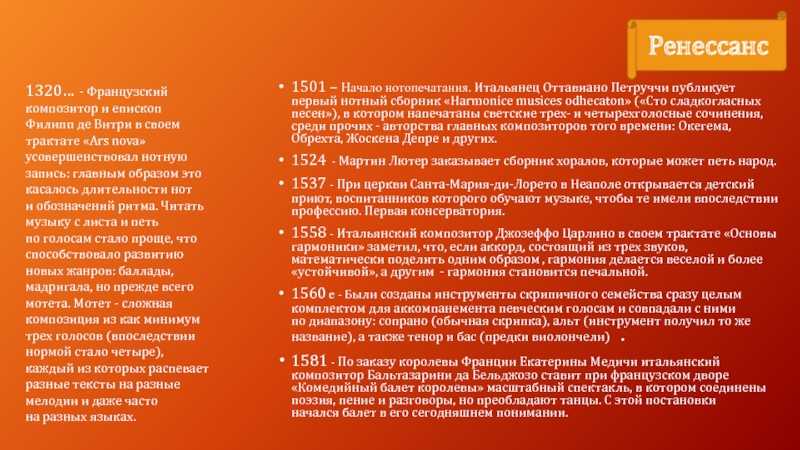

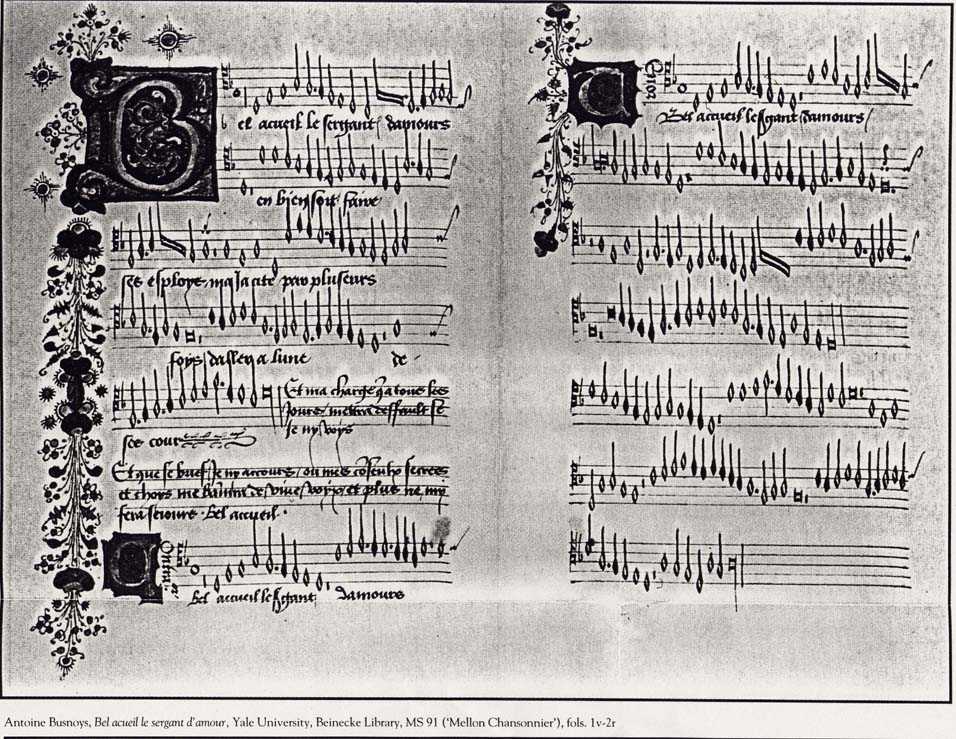
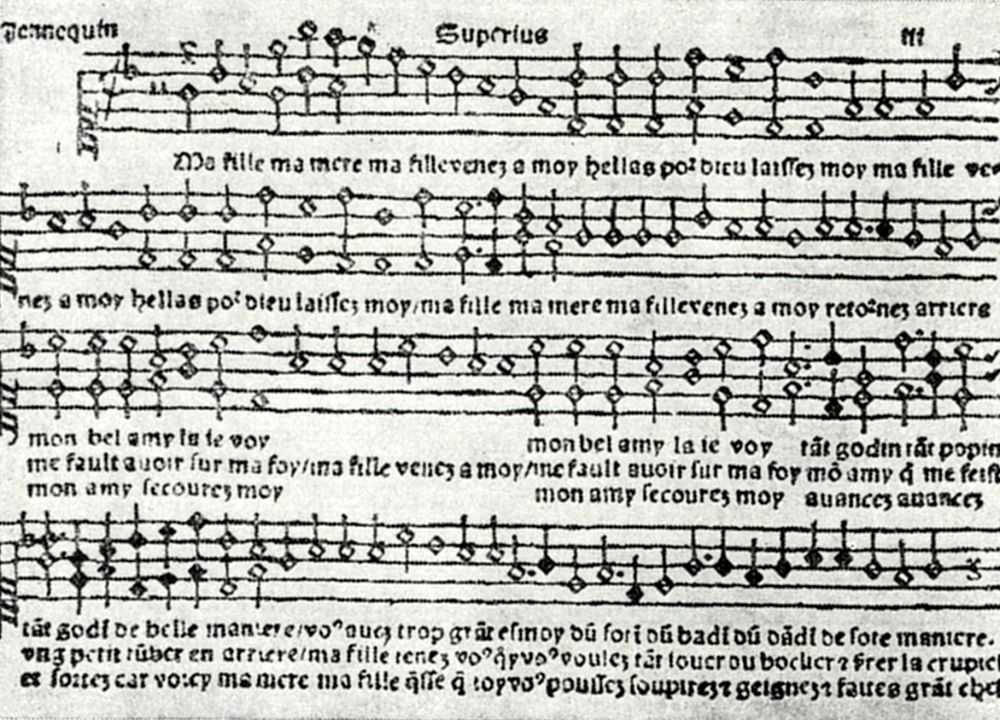
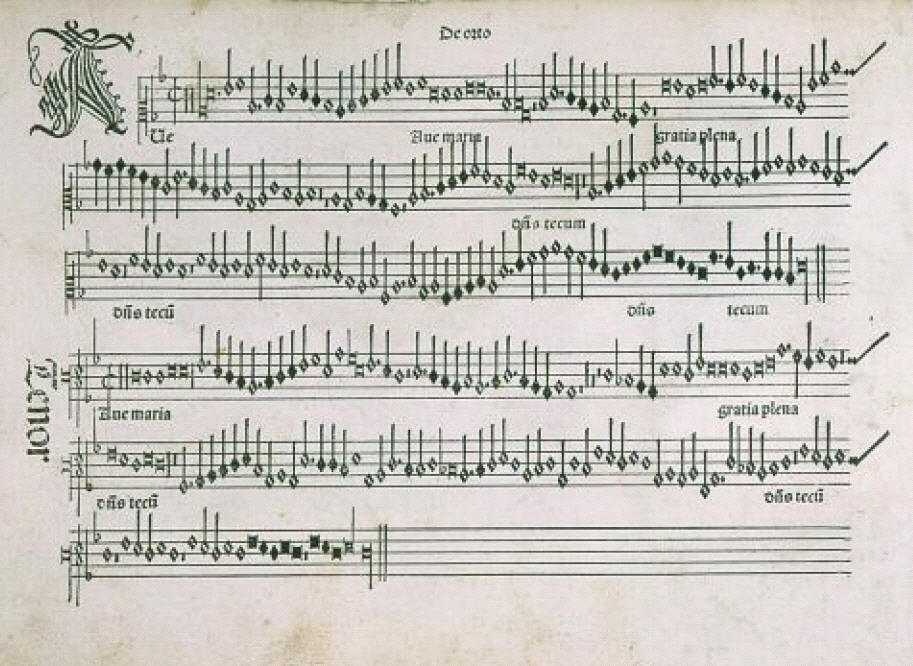
Ноты, полностью напечатанные с помощью наборного шрифта, впервые появились в изданиях Ottaviano Petrucci. Первым нотопечатным сборником музыки традиционно считается его «Harmonice Musices Odhecaton» (Венеция, 1501; первое издание сохранилось фрагментарно; репринты 1503 и 1504 гг. содержат полный текст). Издания Петруччи оставались непревзойдёнными по качеству длительное время, в том числе благодаря монополии на изобретённую технологию. Петруччи, как и его предшественники, печатал ноты в два приёма: сначала нотоносец, а затем поверх него — нотные знаки.
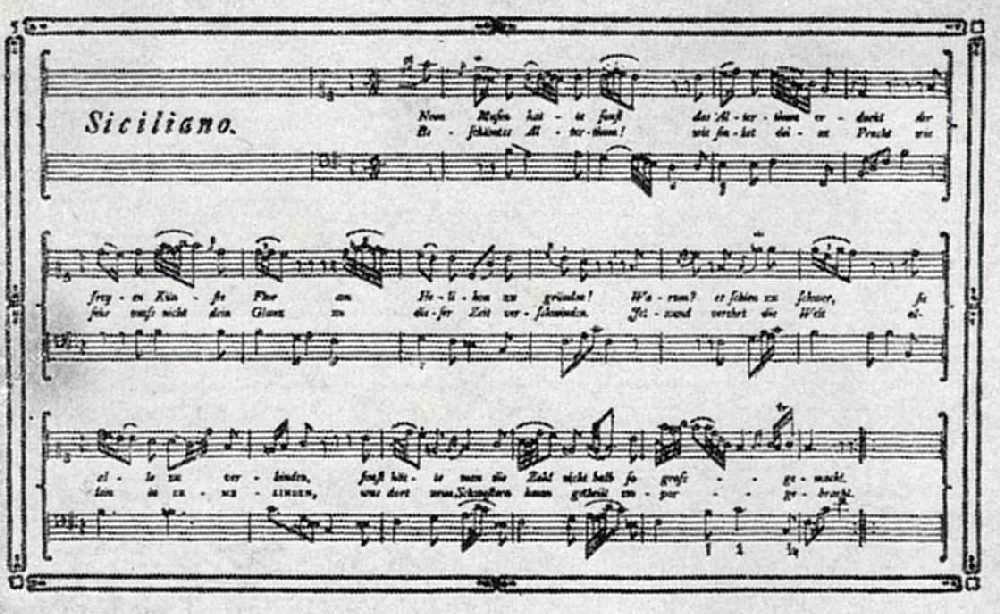
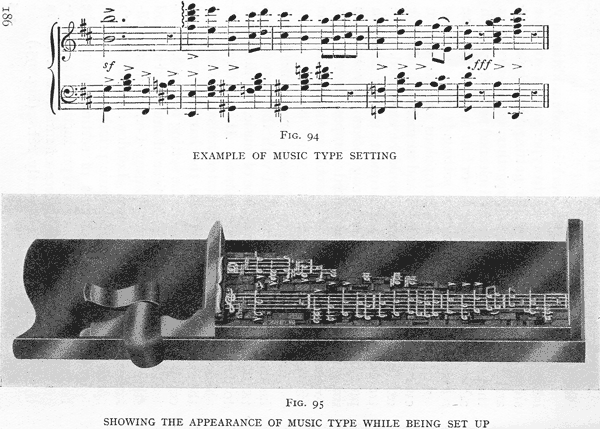
В 1525 году Пьер Отен (Pierre Haultin) усовершенствовал набор нот, введя литеры, выполненные вместе с прилегающей частью нотоносца и позволявшие печатать ноты за один приём. Шрифт также позволял воспроизводить многоголосие, проставляя до трёх нот друг над другом, но из-за сложности процесса издатели вернулись к одноголосной записи.
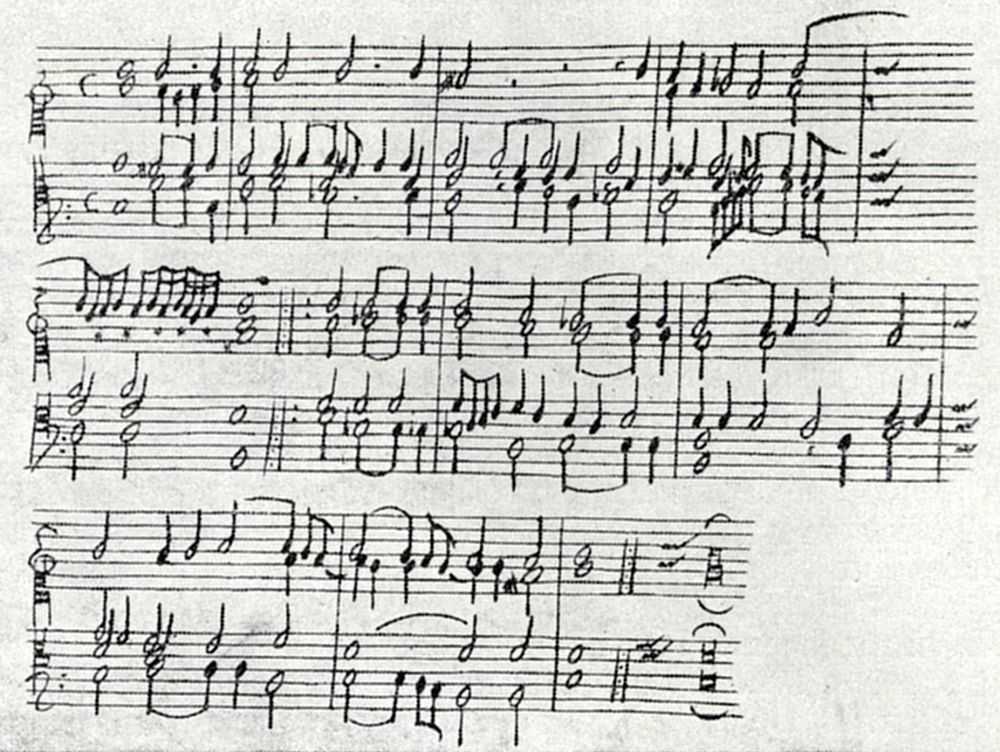
В 1754 году Иммануил Брейткопф из Лейпцига изобрёл новый шрифт, разрешивший задачу набора аккордов в тесном расположении. Его нотные литеры состояли из мельчайших частиц, например, восьмая собиралась из трёх частей: головки, штриха и хвостика (или кусочка вязки). Как и в случае со шрифтом Отена, широкому распространению новой технологии опять воспрепятствовала сложность набора.
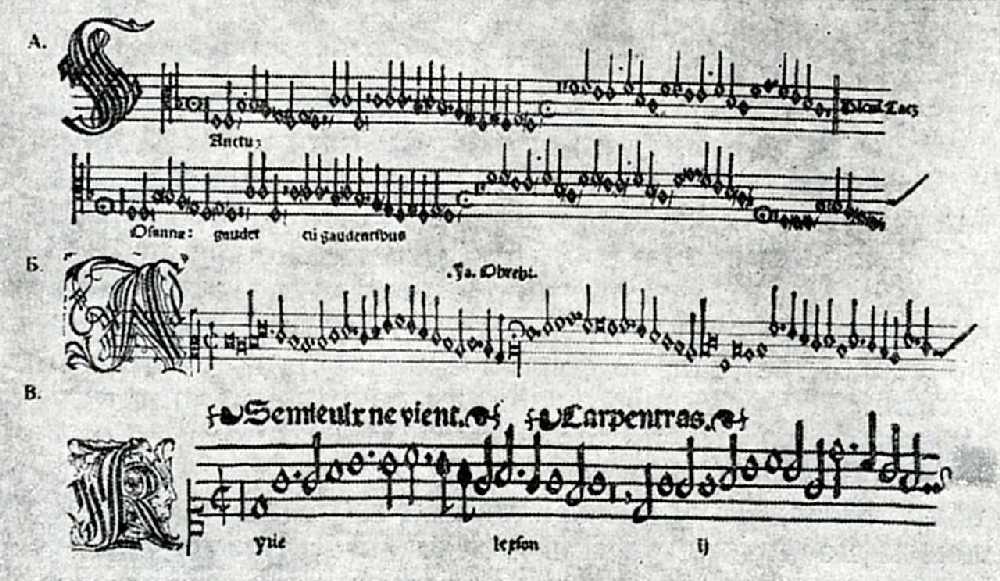
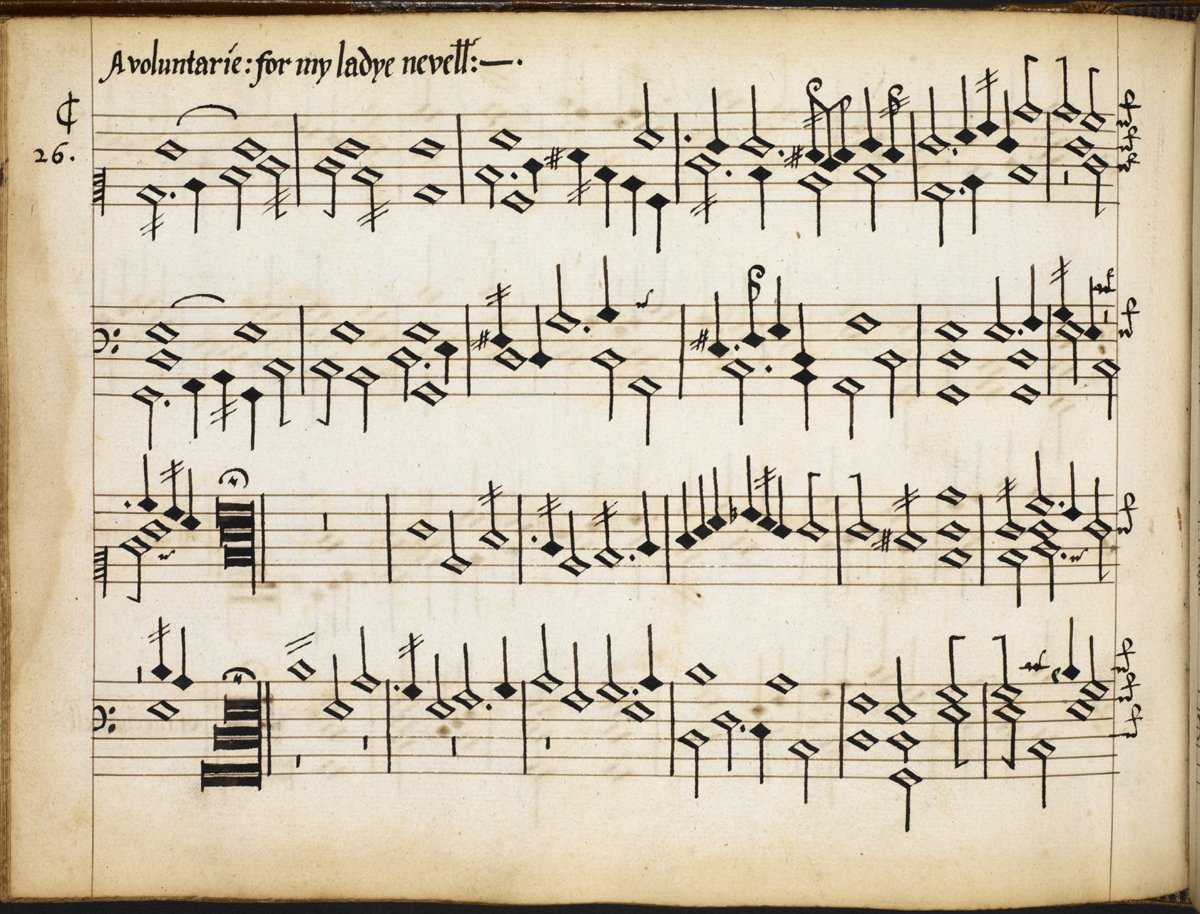
Параллельно набору развивалась гравировка. Первые экземпляры печатных изданий, выполненных подобным образом, относятся к 1488 году (для гравировки по дереву) и 1515 году (гравировка по металлу). Эта технология сочеталась с принципом высокой печати. Принцип глубокой печати в сочетании с гравировкой по меди начинают иcпользоваться в 1586 году. Гравировка позволяла передавать нотный текст любой сложности, что обусловило широкое распространение данной технологии нотопечатания.
Около 1730 года способ гравировки был усовершенствован: англичане Джон Клюэр (John Cluer), Джон Уолш (John Walsh) и Джон Эйр (John Hare) использовали для гравировки доски из мягкого сплава олова со свинцом, на которые часто повторяющиеся знаки (головки, ключи, знаки альтерации, цифры и пр.) наносили с помощью пунсонов из закалённой стали. В России, в Москве, в условия отсутствия гравёров этот метод был доведён до логического завершения: ноты набивались только с использованием пунсонов, но несмотря на большое разнообразие, сложившееся за многие годы, их не хватило для записи всех нотных текстов и гравировка вновь была введена в оборот.
С изобретением в конце XVIII века литографии нотопечатание перешло от прямой печати с досок к изготовлению оттисков для переноса на литографский камень или на металлические формы для плоской печати.
В начале XX века нотопечатание стало вестись фотомеханическим способом. Оригиналом для него служат как доски, выполненные гравировкой, так и рукописные нотные страницы. Предпринимались попытки создать нотную печатную машинку. В настоящее время изготовление оригиналов производится с помощью компьютерных программ и специальных нотных шрифтов.
Нормальный элемент
|
Норма́льный элеме́нт — первичный , ЭДС которого стабильна при постоянной температуре и давлении. Положительный электрод нормального элемента — ртуть Hg, отрицательный — амальгама кадмия или цинка, электролит — водный раствор сульфата кадмия или сульфата цинка. Различают нормальный элемент насыщенный и ненасыщенный — в зависимости от концентрации электролита. У насыщенных (наиболее стабильных) нормальных элементов ЭДС при 20 °C составляет 1.0185 — 1.0187 В, у ненасыщенных — 1.0186 — 1.0194 В. Используют в качестве образцовой меры ЭДС при точных электрических измерениях, как источники опорных ЭДС в стационарных и переносных электроизмерительных приборах. |
Нотопечатание
|
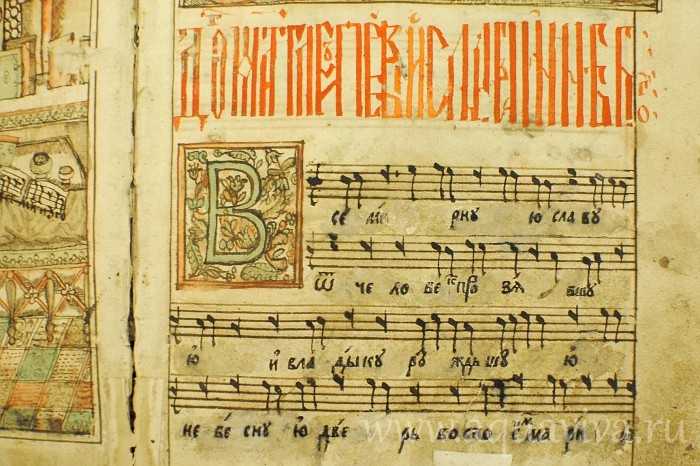
Нотопеча́тание — полиграфическое размножение нотных (музыкальных) текстов. Нотопечатание появилось после изобретения книгопечатания в 15 в. В первых церковных книгах текст напевов набирался, а нотные знаки вписывали от руки в оставленные (пустые) места; позже появились линейки. В 1498 г. О. Петруччи (Венеция) получил привилегию на способ нотопечатания с набором подвижных металлических знаков — литер, которые печатались по предварительно отпечатанным линейкам. В 1525 г. П. Отен (Франция) предложил печатать отдельные нотные знаки, расположенные на отрезке линейки нотного станка. Начало нотопечатания в России относится к 1677 г., когда были отпечатаны ноты с гравированных медных досок. Способ безлинейного печатания нот был разработан в 1766 г. В 19 в. в России нотопечатание производилось в основном простым гравированием. С нач. 20 в. нотопечатание выполнялось фотомеханическим способом, а затем офсетной печатью. |
| Предыдущая страница | Следующая страница |
| Главная |
Накатывание
|
Нака́тывание (накатка), процесс обработки поверхности металлических заготовок или деталей с помощью специальных инструментов — роликов, накатников, плашек. Накаткой называют также поверхность металла, полученную в результате такой обработки. При накатывании происходит пластическое деформирование поверхности. Накатку применяют для образования резьбы, зубьев зубчатых колёс, шероховатой и рифлёной поверхностей (на рукоятках инструментов, головках болтов, винтов и др.), нанесения шкал и т. п. Кроме формообразующей накатки применяют упрочняющую накатку — холодное поверхностное пластическое деформирование металла. Таким способом обрабатывают поверхности валов, осей, втулок, дисков, зубьев зубчатых колёс, повышая их прочность и износостойкость. |
Нетканые материалы
|
Нетка́ные материа́лы — текстильные изделия из волокон или нитей, соединённых между собой без применения традиционных методов ткачества. Промышленное производство нетканых материалов появилось в 40-е гг. 20 в. Современные нетканые материалы — один из основных продуктов текстильной промышленности во многих странах. Их получают физико-химическими и механическими способами. В первом случае соединение волокон может быть получено с помощью клеёв. Такие нетканые материалы называются клеёными. Известно несколько способов получения клеёных нетканых материалов. Самый распространённый основан на пропитке холста клеем. Холст либо помещают в ванну с клеем, либо клей распыляют над поверхностью холста. По способу горячего прессования волокна склеивают термопластинами под давлением при повышенных температурах. При изготовлении нетканых материалов с использованием бумагоделательных машин клей вводят в массу, поступающую в машину, или в уже отлитое полотно. При изготовлении нетканых материалов механическим способом волокна закрепляют в результате прошивания их нитями, которые укладывают и соединяют так же, как при вязании на трикотажной машине (холстопрошивные, нитепрошивные, полотнопрошивные нетканые материалы). Однако с помощью вязально-прошивных машин изготавливают нетканые материалы и без применения нитей. Такие материалы могут состоять, напр., из ткани и холста, полученного из длинных волокон. После протаскивания волокон из холста сквозь тканый каркас на изнаночной стороне материала образуются петли, а на лицевой — пушистый ворс. К нетканым материалам относятся и валяльно-войлочные текстильные материалы, изготовление которых основано на способности волокон шерсти к свойлачиванию. Таким образом получают, напр., фетр. Нетканые материалы применяются в технике (фильтры, брезенты, изоляционные полотна), медицине (перевязочные материалы, хирургические халаты), быту (основа для искусственной кожи, линолеума, клеёнки). |
Непрерывное литьё{ металлов}
|
Непреры́вное литьё{ металлов} — и сплавов, процесс получения слитков и заготовок, при котором расплавленный металл, находящийся в ковше, непрерывно разливается в формы (изложницы), где он остывает и кристаллизуется. Формы могут быть неподвижными (в этом случае перемещается ковш) или перемещаться, напр., по кругу, при этом ковш с расплавом остаётся неподвижным. Технология непрерывого литья предложена в 1930-е гг., широкое распространение получила в 40-е гг. Теоретически такой способ позволяет получать отливки сколь угодно большой длины; практическая длина отливок ограничивается возможностями производственных и обрабатывающих цехов. Для отливок, получаемых непрерывным литьём, характерно постоянство химического состава, строения и свойств металла по всей длине отливки. Методом непрерывного литья получают практически все слитки из алюминиевых и магниевых сплавов, а также бóльшую часть слитков из т. н. тяжёлых цветных сплавов. Для тугоплавких металлов и титана разработан метод непрерывного литья в вакууме или инертной среде. Заготовки из алюминия, меди и сплавов на их основе после отливки дополнительно прокатывают. Разновидность непрерывного литья — непрерывная разливка стали.
Непрерывная разливка стали |
Нартов
|
Андрей Константинович (1693-1756), российский изобретатель, механик. Личный токарь Петра I в дворцовой токарной мастерской. Изобрёл и построил ряд оригинальных токарных и токарно-копировальных станков, в т. ч. первый в мире токарно-винторезный станок с механизированным суппортом (1738), сконструировал для подъёма Царь-колокола (не использовался). Создал станки для сверления каналов в стволах пушек, оригинальные запалы, оптический прицел и др.; предложил новые способы отливки пушек и заделки литейных раковин в канале орудия; изобрёл скорострельную батарею из 44 трёхфунтовых мортирок. А. К. Нартов |


Напильник
|
Напи́льник — ручной режущий инструмент для опиливания металлических поверхностей, а также для обработки изделий из дерева, пластмассы, кожи. Напильник представляет собой стержень с рабочей частью и хвостовиком, на который насаживается ручка. На рабочей части нанесены насечки (одинарные или двойные), образующие режущие кромки. Изготавливают напильники из высокоуглеродистой инструментальной стали. По форме профиля поперечного сечения напильники бывают плоские, квадратные, трёхгранные, круглые, полукруглые, ромбические, ножовочные и др. Рабочие свойства напильника определяются шагом насечки (числом насечек, приходящихся на 1 см длины) или номером насечки. По шагу (номеру) насечки различают напильники: драчёвые (шаг насечки 4.5-12; номер насечки 0-1), применяемые для грубого или предварительного опиливания; полуличные, личные (13-26; 2-3), бархатные (42-80; 4-5), применяемые для чистового опиливания, точной отделки, шлифования и доводки деталей. Напильник с крупной насечкой называется рашпилем, малогабаритный с мелкой насечкой — надфилем. Рашпили служат для устранения неровностей, отделки округлостей в металлах, а также для увеличения отверстий, пазов и т. д. в древесине. Надфили применяют для зачистки поверхностей, обработки мелких точных деталей из металла и других материалов.
Напильник (а) и основные виды насечек (б): 1 — одинарная; 2 — двойная; 3 — рашпильная |





